Was befindet sich auf der Baustelle zur Herstellung von Tunnelschalen, die den TBM-Roboter der U-Bahn-Linie Nhon – Hanoi Railway Station bedient?
Báo Tin Tức•15/08/2024
Die Tunnelhülle der U-Bahn-Linie Nhon-Hanoi Railway Station wird im Werk AMACCAO Ha Nam hergestellt. Die Gesamtzahl der Tunnelauskleidungsringe des Projekts beträgt 3.488 Ringe, darunter 120 schwere Verstärkungsringe, 30 überwachte Ringe und 3.338 Standardverstärkungsringe.
Das Hanoi Urban Railway Management Board (MRB) teilte mit, dass das Stadtbahnprojekt (Metro), Linie 3, Abschnitt Nhon-Hanoi-Bahnhof, über mehr als 4 Kilometer unterirdische Strecken verfügt. Seit dem 30. Juli ist der Tunnelbohrroboter TBM Nr. 1 an der Station S9 Kim Ma gestartet und bewegt sich tief unter der Erde in Richtung der Station S12 Tran Hung Dao. Das Besondere an dieser TBM ist, dass die Tunnelauskleidung unmittelbar nach dem Bohren eingebaut wird. Nahaufnahmevideo des Tunnelauskleidungs-Produktionsprozesses für TBM-Roboter:
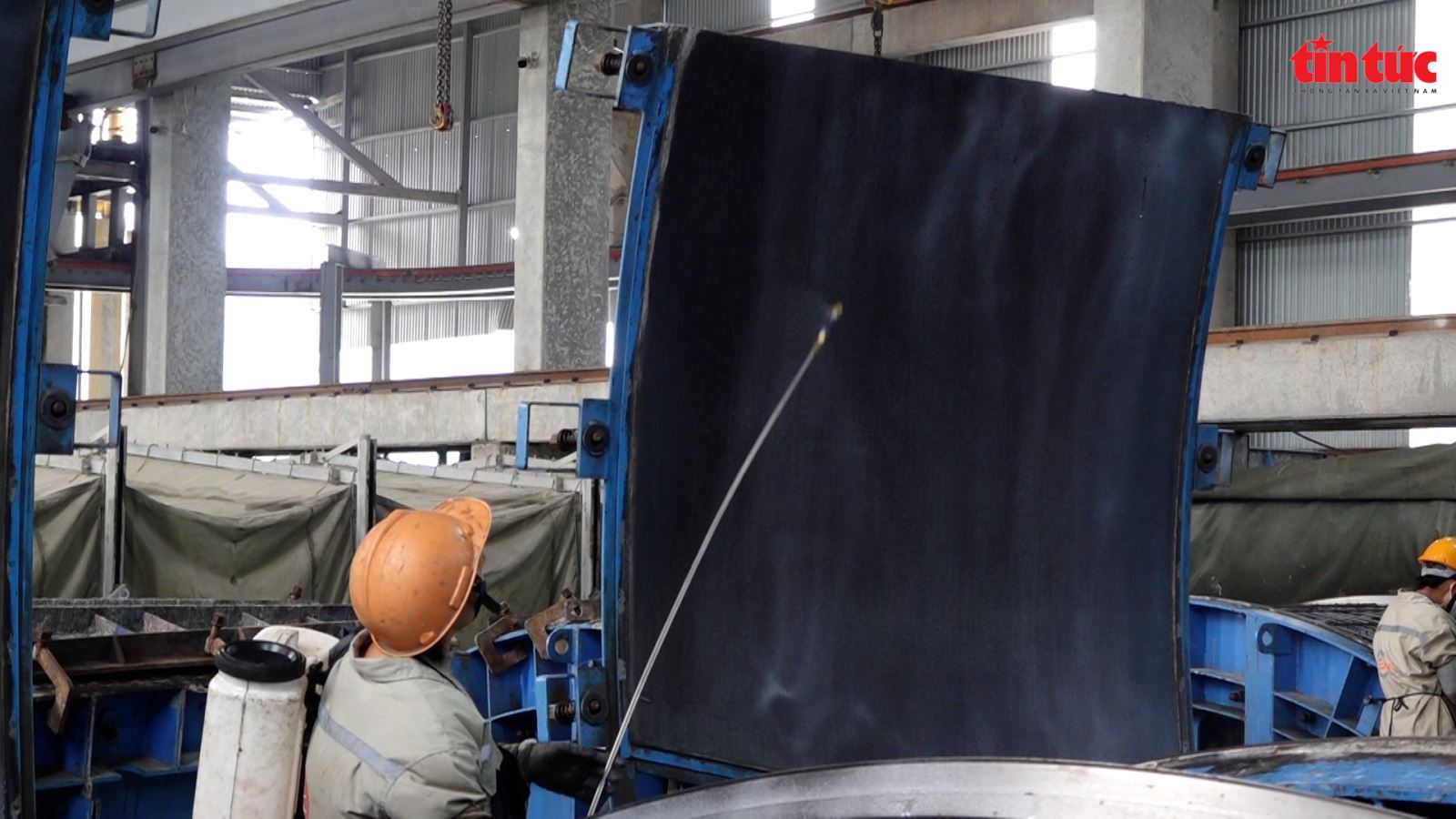
Herr Nguyen Van An, stellvertretender Generaldirektor des AMACCAO Ha Nam-Werks, sagte, dass für die 4 km lange unterirdische Strecke der Nhon Metro bis zu 3.488 Tunnelauskleidungsringe zum Einsatz kommen werden. Tunnelauskleidungssegmente werden in der Provinz Ha Nam hergestellt und mit Spezialfahrzeugen zur S9-Station Kim Ma (Hanoi) transportiert. Laut Herrn Nguyen Van An muss die Lebensdauer der Tunnelhülle 100 Jahre betragen, daher muss das ästhetische Erscheinungsbild von den Eingangsmaterialien über die Kontroll- und Fertigungs- bis hin zur Endbearbeitungsphase sehr hohen Standards entsprechen. Um den Projektfortschritt zu gewährleisten, sind in der Fabrik derzeit zwei Produktionslinien rund um die Uhr in Betrieb. Es wird erwartet, dass das Werk die Produktion dieser Tunnelauskleidung bis zum Ende des ersten Quartals 2025 abschließen wird. 3.488 Tunnelauskleidungsringe für die Nhon-Metro-Linie wurden im AMACCAO-Werk in der Provinz Ha Nam hergestellt. Der Produktionsprozess der Tunnelauskleidung umfasst 10 Phasen: Entwurf und Planung, Materialvorbereitung und Materialqualitätskontrolle, Inspektion und Abnahme der Schalung, Einbau der Stahlbewehrung, Betonieren, Aushärten des Betons, Entschalen und Qualitätskontrolle, Endbearbeitung und Oberflächenbehandlung, Beschichten der Tunnelauskleidung mit wasserfester Farbe und Einbau von Tunnelauskleidungszubehör.
Dieses Tunnelauskleidungs-Herstellungspaket hat einen Gesamtwert von über 276 Milliarden VND, mit MRB als Investor und dem Joint Venture Hyundai-Ghella als Generalunternehmer. Die Beratungseinheit ist Systra SA (Französische Republik).
Zu den Rohstoffen für die Tunnelauskleidungsproduktion gehören: Zement, Stahl, Zuschlagstoffe (Stein, Sand), Wasser, Zusatzstoffe und andere Zubehörteile.
Die Betonqualität erfordert strenge Standards, der Wiegevorgang der Zuschlagstoffe weist sehr geringe Fehler auf (0,5 % bis 2 %, je nach Material).
Beton wird in einer automatischen Betonmischanlage nach computerprogrammierten Mischungsverhältnissen gemischt und dann in verstärkte Formen gegossen. Dabei werden Vibrationstechniken eingesetzt, um Luftblasen zu entfernen und eine gleichmäßige Verteilung des Betons zu gewährleisten.
Anschließend wird der Beton gemäß technischen Verfahren ausgehärtet, indem er feucht gehalten und die Temperatur kontrolliert wird, um Festigkeit und Qualität sicherzustellen.
Sobald der Beton die erforderliche Festigkeit erreicht hat, entfernt das Arbeiterteam die Form und überprüft die Qualität sowie technische Parameter wie Größe, Ebenheit und Druckfestigkeit.
Die Betonoberfläche wird behandelt, um Glätte und Ästhetik zu gewährleisten. Die Tunnelschale wird mit zwei Schichten wasserfester Farbe beschichtet, jede Schicht ist ≥ 100 µm dick. Die Wartungszeit kann je nach den konkreten Bedingungen mehrere Stunden bis mehrere Tage betragen, im Durchschnitt etwa 8 Stunden.
Der letzte Schritt besteht darin, das Zubehör für die Tunnelauskleidung zu installieren, darunter wasserdichte Dichtungen, Führungsschienen und Hartholzplatten.
Tunnelauskleidungssegmente werden geprüft und abgenommen.
Die Gesamtzahl der Tunnelauskleidungsringe des Projekts beträgt 3.488 Ringe, darunter 120 schwere Verstärkungsringe, 30 überwachte Ringe und 3.338 Standardverstärkungsringe. Das maximale Gewicht der Tunnelauskleidung beträgt 4 Tonnen.
Der Transport der Tunnelschale über eine Distanz von 71 km (von Ha Nam zur Station S9 Kim Ma – Hanoi) umfasst 5 Etappen.
Bei festgestellten Schäden werden umgehend Reparatur- und Instandhaltungsmaßnahmen eingeleitet, um die Qualität der Tunnelauskleidung vor dem Einbau sicherzustellen.
Die Tunnelbohrmaschine ist inzwischen mehr als 50 Meter unter die Erde vorgedrungen. Während die Tunnelauskleidung gebohrt wird, installiert die Maschine sie.
















![[Foto] Freude der Leser beim Erhalt der Beilage zum 50. Jahrestag der Befreiung des Südens und der nationalen Wiedervereinigung der Zeitung Nhan Dan](https://vstatic.vietnam.vn/vietnam/resource/IMAGE/2025/4/26/283e56713da94988bf608393c0165723)
![[Foto] Junge Leute stehen Schlange, um die Sonderbeilage zum 50. Jahrestag der Befreiung des Südens der Nhan Dan Zeitung zu erhalten](https://vstatic.vietnam.vn/vietnam/resource/IMAGE/2025/4/26/9e7e624ae81643eba5f3cdc232cd07a5)

![[Foto] Premierminister Pham Minh Chinh leitet die Sitzung des Lenkungsausschusses für Schlüsselprojekte und Eisenbahnprojekte](https://vstatic.vietnam.vn/vietnam/resource/IMAGE/2025/4/26/b9534596258a40a29ebd8edcdbd666ab)
![[Foto] Die Begeisterung der Menschen in Ho-Chi-Minh-Stadt für die Parade](https://vstatic.vietnam.vn/vietnam/resource/IMAGE/2025/4/26/7fcb6bcae98e46fba1ca063dc570e7e5)

















































































Kommentar (0)